
薄膜不干胶材料印刷油墨如何选?印刷应该注意哪些?这些重点要记牢!(本文章摘自微信公众号:标签技术)
薄膜不干胶材料是一种聚合物,其表面对印刷油墨没有吸收性,印刷油墨在薄膜不干胶材料表面的干燥方式包括:挥发、结膜、交联、固化,基本没有渗透方式,同纸张类不干胶材料相比有很大区别。薄膜不干胶材料表面能量低,印刷前必须预处理,才能满足印刷油墨的润湿、流平要求,否则会出现油墨附着牢度不良等问题。
印刷油墨的选择和应用
01、选用薄膜印刷专业油墨、上光膜和配套的添加剂
油墨有很多种类,有些油墨是专为薄膜不干胶材料设计的,甚至是为某种薄膜不干胶材料设计的,所以油墨一定要专用,并使用配套的上光油和添加剂,否则会出现油墨与承印材料不匹配的印刷质量问题,导致墨层脱落。
02、选用同薄膜材料涂层匹配的油墨,以增加墨层的牢固度
对于表面有涂层的薄膜材料,一定要选用性能和其相匹配的油墨,否则会出现掉墨问题。如果油墨选择合适,油墨中的树脂同涂层中的树脂牢固地结合在一起,即使在油墨没有完全干燥的情况下,墨层也不会脱落。例如某家标签印刷企业在生产某一活件时使用杭华161油墨效果不好,改用了相同品牌的VP油墨,效果就改善了,掉墨问题得以解决。

03、控制墨层厚度,必要时可以采用叠印的印刷方法
有些印刷品要求墨层有一定的厚度,墨层厚的情况下,油墨干燥不彻底就会出现掉墨问题。最佳的解决方法就是采用丝网印刷和凹版印刷方式,对于没有条件的印刷厂可以考虑同色油墨两次印刷的方法解决。通常的做法是先印刷一层很薄的油墨,待其彻底干燥后在其表面再次印刷,这样经两次印刷后,既可以改善墨层厚度,又解决了油墨的牢固度问题,达到了工艺要求。
04、控制好油墨干燥速度
注意油墨的有效期,同时油墨干燥慢时可加入少量干燥剂,提高干燥速度。
05、保证油墨的干燥或固化能量
油墨固化装置的定期清洁和UV灯管的定期更换是保证UV油墨完全固化的关键。用仪器或测试纸定期检测UV固化装置的效率和状态,根据这些数据调整墨层厚度、印刷速度以达到最佳的印刷效果。
06、多色印刷控制好印刷速度,确保墨层彻底干燥
对于多色印刷的标签,不推荐高速印刷,建议印刷速度控制在30~50m/min,以确保印刷墨层彻底干燥,减少浪费。
静电的消除
静电是薄膜不干胶材料印刷时最易引起质量问题的因素之一,消除静电,将静电控制在一定范围内,是薄膜不干胶材料印刷必须要做的工作。消除静电对印刷企业而言有两方面的要求:一是环境要求,二是设备上增加相应的静电消除装置。
01、温、湿度控制
低温和干燥是产生静电的主要原因,当印刷车间的温度在22℃左右,相对湿度超过50%时,薄膜不干胶材料表面的静电就会消失或降到最低水平,所以生产车间必须控制温湿度。车间里要安装恒温恒湿装置,没有条件的企业,可以考虑将印刷设备隔离放置,如单独建立一个玻璃小房间,在小环境内创造理想印刷环境。目前,北方的一些中小型标签印刷企业普遍采用这种方式控制静电,效果不错。
02、安装静电消除装置
常用的静电消除装置有两种类型,一种是电动式,依靠其产生的电场中的大量离子,吸收、中和、消除薄膜表面的自由电子,达到消除静电的目的;另一种为放电式,这类装置不需要任何能量就可以工作,如图1所示。当薄膜经过金属线时(也称为除静电绳),薄膜表面的多余电子通过金属线进入大地消失。因为金属线的电位低于薄膜表面自由电子的电位,所以薄膜在经过金属线放电后,可以达到消除静电的效果。
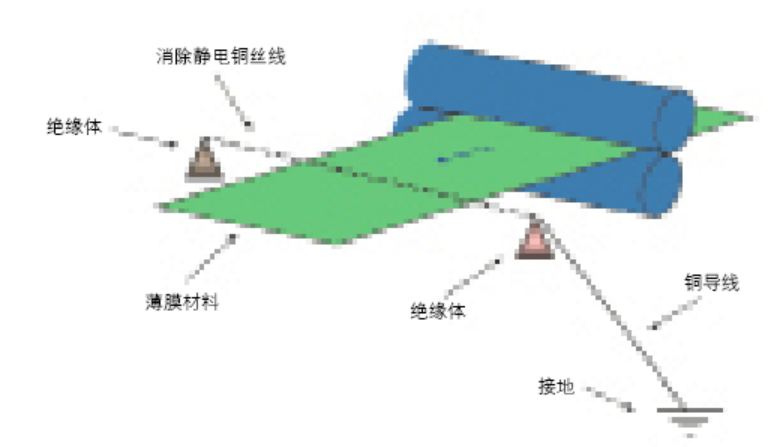
图1 放电式静电消除装置示意图
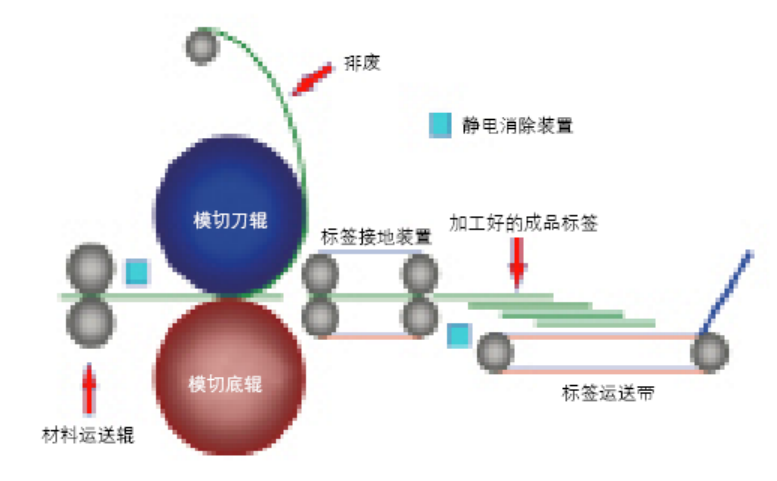
静电消除装置是薄膜不干胶材料印刷过程中非常实用的一类装置,可以根据要求安放在印刷设备的多个位置,图2所示是在模切工位前、后分别安装静电消除装置。印刷机上安装静电消除装置应注意以下问题:设备要接地,接地才能将静电导入地下;静电消除装置也要接地,而且要求单独接地,这样除静电效果好;静电是随时产生的,所以有条件的情况下印刷机的各个工位都要安装,也就是说输纸工位、各个印刷加工工位和收纸工位都要安装,这样效果最好;要定期检查静电消除效果,保证静电消除装置的可靠性。
薄膜不干胶材料印刷注意事项
01、正确控制印刷张力

03、建议使用150IPi印刷彩色加网标签,不推荐175IPi





