
陶瓷网纹辊如何正确使用?日常维护保养有哪些?这些细节要记牢!
文章摘抄自微信公众号:标签印刷技术 原创标签君
陶瓷网纹辊应用广泛,其表面为规则的多孔状结构,通过直接或间接(各类树脂、橡胶印版)方式可以精准地将各类功能性涂料、油墨转移至纸、塑、膜、金属等不同类型的材料上,以实现材料表面理化性能改变、色彩丰富的目的,又常被人们称之为计量辊,其在柔性版印刷供墨系统应用中起着非常重要的传墨作用。
在日常工作中,如果网纹辊使用不合理,不仅会影响油墨的均匀传递,从而伤害印刷品的印刷质量,还会大大降低网纹辊自身的使用寿命。其实,网纹辊出现问题多半是有原因的,本文笔者从网纹辊结构、传墨原理入手,一起来聊下网纹辊的正确使用操作以及注意事项。

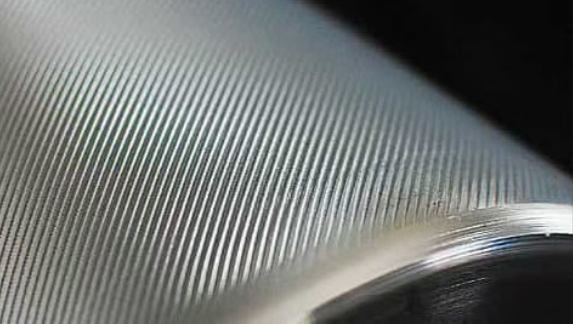
网纹辊结构类似“三明治”,由辊芯、基层材料和表面镀层构成。其中,辊芯通常为金属材质,提供支撑和强度;基层材料多为电镀铜,用于雕刻网穴和网墙;表面镀层常见的有金属铬或陶瓷,增强耐磨性和耐腐蚀性。在网纹辊的表面均匀分布着许多形状一致的微小凹孔,一般我们称之为“着墨孔”,正是这些着墨孔在印刷中起着储墨、匀墨和定量传墨的作用。

陶瓷网纹辊的储存木箱应存储在室内干燥的地方,防止因受潮、雨淋和直接日晒而损坏。在更换陶瓷网纹辊时要保护好陶瓷网纹辊的辊面,防止碰撞损伤。工作完毕后的陶瓷网纹辊一定要及时彻底的清洗干净,不要储存未清洁干净和未干燥的陶瓷网纹辊,存放时应用天然纤维制成的包装箔纸包裹辊筒,再放入储存木箱内。不存储在箱内的陶瓷网纹辊要固定在专用的存放支架上。严禁将辊面倾斜地放置在地面上,否则容易导致陶瓷网纹辊筒表面陶瓷涂层损坏。


1.网纹辊刮刀角度
刮刀同网纹辊触点切线之间的角度一般在25°~30°之间。如果角度太大,其刮刀几乎是顶着网纹辊,而网纹辊的表面是不平滑的,当它高速运转时,会引起弹性刮刀片的震动或跳动,使溶液被弹起来,造成涂布量不均匀,引起涂布量差异大的问题。此外,太大的角度还容易损伤刮刀的刀刃。
2.新辊磨合
除非万不得已,否则不要用新辊对重要订单进行打样。一支网纹辊出厂时虽然经过去毛剌、抛光等工艺处理,且进行过预磨合,能有效减少使用时对刮刀的磨损,但这并不意味着可以忽略新辊使用过程中磨合的重要性。新辊刚上机时,要适时注意观察,发现有线条时,应及时停机擦拭刮刀。一般情况下,颗粒的硬度不足以导致网纹辊磨损,但并不排除有部分硬质小微粒在刮刀的作用下冲击网墙产生小的陶瓷碎屑夹在刮刀刃口部位,不到一个班次足以磨出不可挽救的沟痕,严重时直接导致辊体报废。通常情况下,一般需要经过2~3周的连续磨合。
3.停机待产
短时间停机时,网纹辊需要保持转动。长时间停机时,网纹辊需及时分离刮刀,松开橡胶压辊,清洗浮墨,以免再使用时,出现横向不均匀供墨或者组分墨干燥后难以清洗的情况。
4.网纹辊载墨量检测
陶瓷网纹辊虽然硬度高,使用寿命长,但是随着使用时间的增加同样会有相应的磨损。从而导致网纹辊的载墨量会随着使用时间的增加逐渐降低。因此,如果要对网纹辊进行比较规范全面的管理,就需要定时检测网纹辊的实际载墨量。由于这项工作的频率不需要太频繁,因此把这项工作委托给网纹辊供应商来做,也是不错的选择。

1. 严禁对网纹辊进行刮、碰、撞
在日常使用过程中,要做到以下几点:保持设备的清洁干净。网纹辊和胶辊一般都装有安全防护罩,这个安全防护罩的另一个功能就是防止粉尘、沙粒掉到网纹辊和胶辊中间,损伤网纹辊。因此,除了保持设备周围的环境卫生外,保持设备的干净,特别是保持防护罩的干净,防止防护罩里面的墨渣掉到网纹辊与胶辊中间是非常重要的。

2. 做好网纹辊的清洁工作
在日常使用过程中,要做到以下几点:做好网纹辊的日常清洗工作。工作一天后,网纹辊的网穴底部还囤积不少油墨,如果不将网穴里的油墨及时清洗干净,等油墨干涸在网穴底部,再来清除就会非常困难。因此,要及时清理干净囤积的油墨。方法可以参考以下几种:
(1)钢丝刷日常清洗。先用溶剂擦净油墨,再用专用化学清洗剂涂覆浸润在陶瓷网纹辊表面,采用钢丝直径0.07毫米的专用不锈钢丝刷清洁网孔。
(2)化学清洗剂浸泡清洗。使用专用的陶瓷网纹辊网孔化学清洗剂先浸泡辊筒1~48小时,再通过沿着辊筒轴向运动的高压喷淋装置,将溶液喷射至旋转的陶瓷网纹辊,清洗掉网孔内的残留油墨,最后以清水冲洗,空气吹干。
(3)碳酸氢钠(小苏打)干燥清洁系统。采用向陶瓷网纹辊低压喷射焙干的碳酸氢钠(小苏打)粉撞击网孔内的残留干固油墨的原理,可有效地清洁陶瓷网纹辊。
(4)超声波清洗。将辊筒浸在化学清洗溶液内缓慢旋转,超声波发生装置使溶液振动,产生出无数的微型气泡撞击网孔,气泡在压力作用下爆炸撞击网孔壁达到清除网孔内残留物,彻底清洁网孔的目的。必须注意采用合适的超声波强度、频率、时间和溶液温度,防止过度清洗损坏陶瓷网纹辊的网孔。





