
南京维嘉标签印刷有限公司
Nanjing Weijia Label Printing Co., Ltd
- Enterprise dynamic
- Industry news
Enterprise dynamic
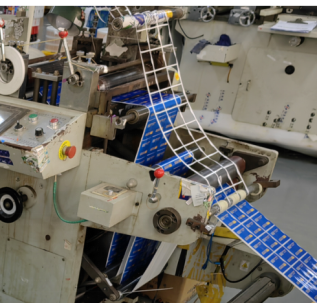
Does the adhesive material discharge and fracture? These reasons cannot be ignored!
It is a common phenomenon for adhesive materials to have broken waste edges during die-cutting. Once a fracture occurs, the operator has to stop and reorganize the waste section, which leads to a decrease in production efficiency and an increase in raw material loss rate. So, what are the reasons for the broken waste edges in adhesive material die-cutting, and how should we deal with it?
01.The low tensile strength of the material itself leads to the fracture of the waste edge
Some materials, such as glossy paper (also known as mirror coated paper), have short fibers and are relatively fragile. During the die cutting and waste disposal process, the tensile strength of the waste disposal edge is lower than the waste disposal tension of the equipment, making it easy to break.
If such situations occur, it is necessary to minimize the waste discharge tension of the equipment as much as possible. If the waste tension of the equipment has been adjusted to the lowest level but still cannot solve the problem, then it is necessary to design the waste edge wider in the early process design to ensure that the waste edge fracture will not occur frequently during the die-cutting process.
02.Unreasonable process design/fine discharge edge resulting in fracture of discharge edge
At present, many labels used for variable information printing in the market have easily torn dashed blade lines. Some adhesive label processing enterprises have to place the dashed blade and border knife in the same die-cutting station due to equipment limitations; In addition, due to cost and price factors, the waste disposal edge is designed very finely, usually only 1mm wide. This die-cutting process has extremely high requirements for label materials, and any carelessness can cause the waste edge to break, thereby affecting production efficiency.
The author suggests that self-adhesive label processing enterprises, if conditions permit, try to separate the easily torn virtual blade line from the label frame for die-cutting. This not only reduces the frequency of waste edge breakage, but also greatly improves the die-cutting speed. Enterprises without conditions can solve this problem by adjusting the proportion of dashed knives and removing the portion of the dashed knife that exceeds the label border.
03.Raw material breach causing waste discharge edge fracture
Cracks in adhesive materials can also easily lead to the fracture of the waste edge, which is a problem that is relatively easy to detect. This article will not elaborate further. It should be noted that some self-adhesive materials have small edge breaks that are not easy to detect and require careful observation to detect. When encountering such problems, the defective materials can be removed before die-cutting.
04.Excessive flowability of adhesive or excessive adhesive coating may cause waste discharge and bag breakage
The amount of adhesive applied in the adhesive material has a significant impact on the die-cutting performance of the adhesive material. Generally, on die-cutting equipment, the adhesive material is not immediately discharged after die-cutting, but needs to continue to be transported forward for a certain distance until it reaches the discharge station before starting to discharge. If the adhesive is applied too thick, during the transfer process from the die-cutting station to the waste discharge station, the adhesive will flow back, causing the cut adhesive surface material to stick together again, causing the waste discharge edge to break due to adhesion when pulled up.
Generally speaking, the coating amount of water-soluble acrylic adhesive should be between 18-22 grams per square meter, while the coating amount of hot melt adhesive should be between 15-18 grams per square meter. Non drying adhesive materials beyond this range will greatly increase the probability of waste edge fracture. Some adhesives, even if applied in small amounts, can easily lead to waste adhesion due to their strong flowability.
 When encountering such problems, one can first observe whether there is a serious wire drawing phenomenon between the waste edge and the label. If the wire drawing phenomenon is severe, it indicates that the adhesive has a large amount of coating or strong flowability. This problem can be solved by applying some silicone oil additives to the die cutting knife or heating it with an electric heating rod. Silicone oil additives can effectively slow down the speed of adhesive reflux, while heating the adhesive material can quickly soften the adhesive, thereby reducing the degree of wire drawing.
When encountering such problems, one can first observe whether there is a serious wire drawing phenomenon between the waste edge and the label. If the wire drawing phenomenon is severe, it indicates that the adhesive has a large amount of coating or strong flowability. This problem can be solved by applying some silicone oil additives to the die cutting knife or heating it with an electric heating rod. Silicone oil additives can effectively slow down the speed of adhesive reflux, while heating the adhesive material can quickly soften the adhesive, thereby reducing the degree of wire drawing.
05.Defect of die-cutting tool causing fracture of waste discharge edge
Die-cutting knives with defects can also easily lead to the fracture of waste edges. For example, small notches on the edge of the cutting edge can cause the adhesive surface material to not be completely cut, and the uncut part is more concentrated in force compared to other parts, making it easy to fracture. This phenomenon is relatively easy to determine because the location of the fracture is fixed. In such situations, it is necessary to first repair the damaged knife mold before using it for die-cutting.





