
南京维嘉标签印刷有限公司
Nanjing Weijia Label Printing Co., Ltd
- Enterprise dynamic
- Industry news
Enterprise dynamic
How to choose printing ink for thin film adhesive materials? What should I pay attention to when printing? Keep these key points in mind!
Thin film adhesive material is a type of polymer that has no absorption on the surface of printing ink. The drying methods of printing ink on the surface of thin film adhesive material include volatilization, film formation, cross-linking, curing, and there is basically no penetration method, which is very different from paper based adhesive materials. The surface energy of thin film adhesive materials is low, and pre-treatment is necessary before printing to meet the wetting and leveling requirements of printing ink, otherwise problems such as poor ink adhesion fastness may occur.
Selection and Application of Printing Ink
01、Select professional ink for thin film printing, polishing oil, and matching additives
There are many types of inks, some of which are designed specifically for thin film adhesive materials, and even for a certain type of thin film adhesive material. Therefore, the ink must be specialized and used with matching polishing oil and additives, otherwise there may be printing quality problems where the ink does not match the printing material, leading to ink layer detachment.
02、Select ink that matches the film material coating to increase the firmness of the ink layer
For thin film materials with a coating on the surface, it is necessary to choose ink that matches its performance, otherwise ink loss may occur. If the ink is selected appropriately, the resin in the ink and the resin in the coating are firmly combined, and even if the ink is not completely dry, the ink layer will not fall off. For example, when a label printing company uses Hanghua 161 ink to produce a certain live part, the effect is not good. By using the same brand of VP ink, the effect is improved and the problem of ink loss is solved.

03、Control the thickness of the ink layer, and if necessary, use overprint printing method
Some printed materials require a certain thickness of the ink layer. When the ink layer is thick, incomplete drying of the ink can lead to ink loss. The best solution is to use screen printing and gravure printing methods. For printing plants without conditions, the method of printing with the same color ink twice can be considered. The usual practice is to first print a very thin layer of ink, wait for it to completely dry, and then reprint it on its surface. After two printing cycles, this not only improves the thickness of the ink layer, but also solves the problem of ink firmness, meeting the process requirements.
04、Control the drying speed of the ink well
Pay attention to the expiration date of the ink, and when the ink dries slowly, a small amount of desiccant can be added to improve the drying speed.
05、Ensure the drying or curing energy of the ink
Regular cleaning of the ink curing device and regular replacement of UV lamp tubes are key to ensuring complete curing of UV ink.
Regularly check the efficiency and status of the UV curing device using instruments or test paper, and adjust the ink layer thickness and printing speed based on these
data to achieve the best printing effect.
06、Control the printing speed of multi-color printing to ensure that the ink layer is completely dry
For multi-color printed labels, high-speed printing is not recommended. It is recommended to control the printing speed at 30-50m/min to ensure that the printing ink layer is completely dry and reduce waste.
Elimination of static electricity
Static electricity is one of the most likely factors to cause quality problems when printing thin film adhesive materials. Eliminating static electricity and controlling it within a certain range is a necessary task for printing thin film adhesive materials. There are two requirements for printing enterprises to eliminate static electricity: one is environmental requirements, and the other is to add corresponding static electricity elimination devices to the equipment.
01、temperature and humidity control
Low temperature and dryness are the main causes of static electricity. When the temperature in the printing workshop is around 22 ℃ and the relative humidity exceeds 50%, the static electricity on the surface of the film adhesive material will disappear or decrease to the lowest level. Therefore, the production workshop must control temperature and humidity. A constant temperature and humidity device should be installed in the workshop. Enterprises without conditions can consider isolating the printing equipment, such as building a separate glass room to create an ideal Risograph environment in the small ring. At present, some small and medium-sized label printing enterprises in the north generally use this method to control static electricity, with good results.
02、Install static elimination device
There are two types of commonly used electrostatic elimination devices. One is electric type, which relies on the large number of ions generated in the electric field to absorb, neutralize, and eliminate free electrons on the surface of the film, achieving the goal of eliminating static electricity; The other type is discharge type, which can operate without any energy, as shown in Figure 1. When a thin film passes through a metal wire (also known as a de electrostatic rope), excess electrons on the surface of the film enter the ground through the wire and disappear. Because the potential of the metal wire is lower than the potential of free electrons on the surface of the film, the film can achieve the effect of eliminating static electricity after discharging through the metal wire.
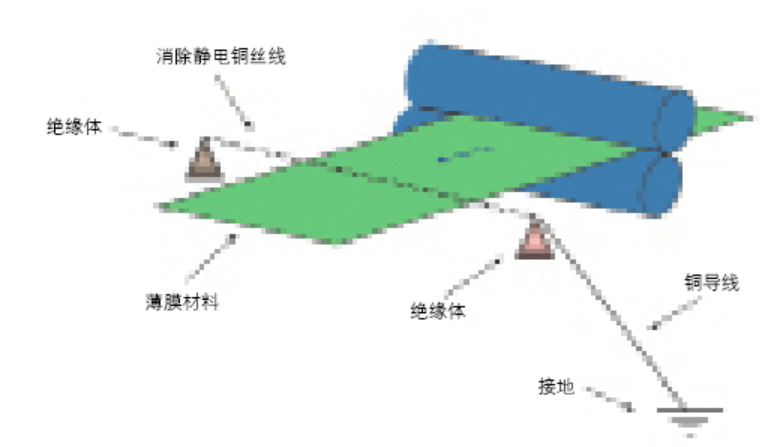
Figure 1 Schematic diagram of discharge type electrostatic elimination device
Electrostatic elimination devices are a very practical type of device in the printing process of thin film adhesive materials, which can be placed in multiple positions of the printing equipment according to requirements. Figure 2 shows the installation of electrostatic elimination devices before and after the die-cutting station. The installation of static electricity elimination devices on printing machines should pay attention to the following issues: the equipment must be grounded in order to introduce static electricity underground; The static electricity elimination device should also be grounded and requires separate grounding, so that the static electricity removal effect is good; Static electricity is generated at any time, so if conditions permit, all workstations of the printing machine must be installed, that is, the paper feeding station, printing processing station, and paper receiving station must be installed, which has the best effect; Regularly check the effectiveness of static electricity elimination to ensure the reliability of the static electricity elimination device.
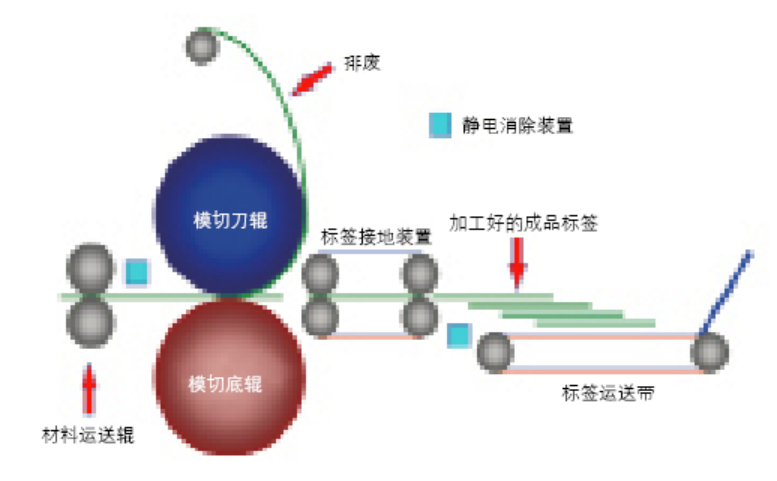
Figure 2 Die cutting and waste discharge unit for installing electrostatic treatment device
Notes on Printing Thin Film Adhesive Materials
01、Correct control of printing tension
For intermittent and reciprocating paper feeding printing equipment, the paper feeding tension is easy to control, such as the B-100 label printing machine and the 300 circular pressure circular label printing machine from Lindeco in Japan. These types of equipment belong to constant tension printing, with stable tension and no impact on printing accuracy. But for continuous paper feeding rotary label printing machines, such as flexographic machines and satellite label printing machines, such equipment must strictly control and adjust the printing tension, otherwise it may cause inaccurate overprinting.
The tension control on the printing machine is divided into the control of paper feeding tension and paper receiving tension. Different types of materials and materials of different widths need to be adjusted accordingly in order to print normally.
(1) Paper feeding tension control
The correct paper feeding tension first needs to ensure that the film adhesive material is accurately overprinted, and the material does not deform during the printing process, that is, the material end face is not tilted. If the end face of the material protrudes during the printing process, it indicates that the rewinding tension of the material is too loose, and the taper setting is unreasonable. It needs to be rewound before printing. If there is no rewinding equipment, the temporary remedy is to install a clamp on the paper feeding shaft to prevent the material end face from protruding, but in this case, there may still be an issue of inaccurate overprinting.
(2) Paper tension control
The tension of the paper is also related to the printing alignment and determines the degree of neatness of the winding end face. If the winding tension is too small, it not only affects overprinting, but also the uneven winding end face can cause trouble for the next process. Excessive winding tension can cause problems such as glue leakage on the end face of the printed material, label displacement, or breakage of the backing paper, affecting printing efficiency. Therefore, the appropriate paper tension is crucial, and generally speaking, the optimal tension value should be obtained through experiments.
The continuous paper feeding label machine must control the paper feeding tension and receiving tension well. After passing the printing of different types of materials and materials of different widths, it is necessary to timely summarize and record these data in order to improve efficiency and ensure quality. Usually, the winding tension should be greater than or equal to the unwinding tension, and the maximum should not exceed twice.
02、Using glazing process instead of laminating process
Each type of thin film material has its unique physical and chemical properties, some of which are not suitable for laminating. If laminating is done after printing, the properties of the material will be destroyed. PE material has a soft surface and can be applied to curved or spherical objects with larger curvature radii. The commonly used laminating material is a sturdy BOPP film. Once the laminating label becomes a composite material of PE and BOPP, the performance changes and is no longer suitable for applications on curved or spherical objects.
The tension mismatch between the two materials during the composite process can also cause deformation of the labels, leading to problems such as edge warping and detachment in the application of the labels. Therefore, for labels with large area and labels applied on curved surfaces, it is recommended to use UV coating process instead of film covering. The polishing process not only protects the ink layer, but also maximizes the properties of the material for optimal application.
 03、It is recommended to use 150IPi for printing color screened labels, but 175IPi is not recommended
03、It is recommended to use 150IPi for printing color screened labels, but 175IPi is not recommended
Labels ultimately attract consumers' attention through shelf effect. For printed products, the higher the number of screened lines, the clearer the graphics and text, but the less ink, the lighter the color; The lower the number of screening cables, the greater the ink volume, and the better the visual effect, but the rougher the graphics and text.
The number of screening lines is also directly related to printing quality, printing scrap rate, printing equipment accuracy, and printing materials. The number of screening cables is high, requiring high material smoothness and equipment accuracy, otherwise it cannot meet the quality requirements; If the number of network cables is low, the requirements are much more lenient. So the best choice for thin film labels is 150lpi color screening, which not only meets the visual effect, has a certain shelf effect, but also ensures printing quality, while controlling consumption within a reasonable range, achieving a comprehensive balance.





